| |
| |
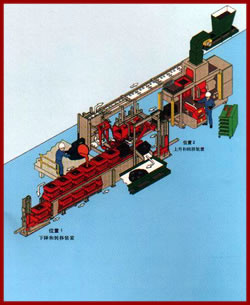
Ⅰ类系列:
单列浇铸线
冷却时间可达30分钟
| 砂型被推上浇铸线后,先放压铁,后放套箱,以避免错箱。随后砂型进入浇铸区进行浇铸。浇铸后,砂型带着压铁和套箱继续冷却,到达位置1的下降和转换装置,将浇铸小车和砂型,从上层转移装置,将浇铸小车朝反方向推动一个位置,直至位置2的提升转移装置,将浇铸小车从下层提升至上层,接着,砂型被去处压铁和套箱,被横向推到落砂线上。 |
|
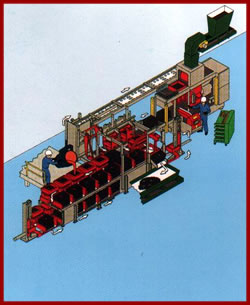
Ⅱ类系列:
双列复合浇铸冷却线
冷却时间可达45分钟
| 同Ⅰ类系统的操作顺序和特征相同,另加:落砂前,不带压铁和套箱的砂型,能够再一次轮回整个系统进行额外冷却。 |
|
|
| |
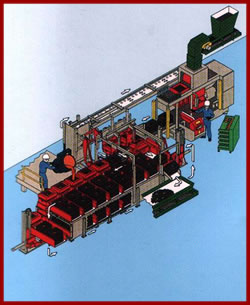
Ⅲ类系列:
三列复合浇铸冷却线
冷却时间可达一个小时
| 同Ⅰ类系统的操作顺序和特征相同,另加:落砂前,不带压铁和套箱的砂型,能够第二次或第三次轮回整个系统进行额外冷却。 |
|
Ⅳ类系列:
单列浇铸和三列冷却线
冷却时间可超过一个小时
| 同Ⅰ类系统的操作顺序和特征相同,另加:落砂前,不带压铁和套箱的砂型,能够第二次、第三次或第四次轮回整个系统进行额外冷却。 |
|
|
| HSLH单层系列--直线砂型输送系统 |
 一、动作顺序:砂型由造型机进入动力槠运段,推上浇铸输送小车,自动放置套箱压铁,进入浇铸段进行浇铸及造型底板自动返回等,均与一般直线式输送系统相同。 一、动作顺序:砂型由造型机进入动力槠运段,推上浇铸输送小车,自动放置套箱压铁,进入浇铸段进行浇铸及造型底板自动返回等,均与一般直线式输送系统相同。
单层输送系统共有内、外两排浇铸输送小车,每台小车可放二个砂型,共形成四列砂型。其中内排第一列是带套箱压铁等待浇注或进行浇注。内排第二列是浇注后取下了套箱压铁的一次冷却。外排第三层是浇注后带套箱压铁的一次冷却。外排第四层是浇注后不带套箱压铁的第二次冷却,并由此列某一位置推至落砂系统。两排小车相向而行。
第四列已冷却完的砂型及铸件,在某一位置被推出至落砂系统,形成一个空位。继续向前,在下一工位处,第三列的机械手提起套箱压铁,将砂型推至第四列的上述空位,然后将套箱压铁放回原处空位上。第四列的砂型推出及第三列的砂型推到第四列,是由同一套推杆装置完成的。在下一步,此浇注输送小车由转运车拉回至第一、二列。第一列空位准备接受新的砂型,第二列已去除套箱压铁的砂型继续冷却,到达另一端,被转运至第三、四列,重复循环。
二、系统规格及系列长度:长度可按30英尺,40英尺,50英尺,60英尺来选择,每10英尺(3050mm)为一个标准长度单元。型号规格与所选造型机相对应,为HSLH-10,HSLH-20等。
三、优点:
・结构更简单,可降低投资。
・灵活方便,可按需要任意接长,以满足冷却时间要求,冷却时间可达45分钟。
・通风条件好,冷却效果更佳。
・单层结构,便于场地的清洁工作。 |
|